











 EDGECAM 波形线加工
EDGECAM 波形线加工
波形线加工是EDGECAM标配模块,不需要额外购买
恒定的刀具接触面积和材料去除率
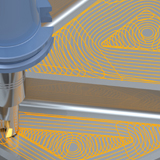
波形线加工是一种高速加工技术,它可确保刀具与零件的接触面积是恒定的,从而实现恒定的刀具负载和材料去除率。波形线加工的刀具轨迹永远是流线平滑的,杜绝了突然改变切削方向的现象,确保机床始终保持高速切削的状态。
优势概览:
- 减少加工时间
- 提高刀具寿命
- 延长机床保养周期
- 维持恒定的切削负载
- 切得更深更快
恒定切削材料:尽管粗加工同心刀具轨迹看起来要清晰简单一些,但刀具在切入材料和拐角时往往都是在满刀切削,这样会造成刀具过载,缩短刀具使用寿命甚至损坏刀具。为避免这个问题,操作者往往会降低整体加工的进给速率,来确保刀具在加工拐角时也不过载,但这样会成倍提高整体加工时间。
而使用波形线粗加工,在整个加工过程中,切削进给速率可一直保持在一个最优的速度上。这可以有效提高刀具使用寿命,并降低刀具损坏的几率。
波形线加工模式:EDGECAM遵循零件加工”从毛坯一直加工到零件“的理念,使机床一直处于连续切削状态。这个可以减少大量的间歇性切削,尤其是在外区区域加工过程中。这意味着刀具一直在忙于切削,而不是把大量的时间耗费在了来回跳刀上面。传统加工方法生成的刀具轨迹是根据零件轮廓不断偏置得到的,这就会造成在拐角和毛坯边界区域刀具轨迹无法连续,产生了断续切削和跳刀的现象。
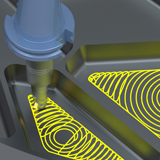
在加工型腔区域时,刀具使用螺旋下刀的方式在型腔的中心区域铣出一个直达型腔底面的孔来,然后在连续螺旋切削型腔,直到加工到型腔侧壁,最后再加工残留的拐角区域。
动调整切削间距:为保证刀具的接触面积和切削负载是恒定的,刀具路径的间距需不断调整。
当加工内凹区域时,刀具的切除面积会增大。此时需减小刀具路径的切削步距,以确保刀具的切削面积是不变的。
当加工外凸区域时,刀具的接触面积又会减小。此时又需要增大刀具路径的切削步距,以保持恒定的切削面积。
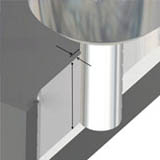
平滑的刀具轨迹:通过生成平滑相切的刀具路径,机床的切削速率可维持恒定状态,并尽量和预期的切削速率保持一致。这有利于减少加工过程中机床的惯性冲击和切削震动。刀具路径连接:刀具路径连接可使用机床设置中的快速移动和最高进给速率移动。当要移动到下一条刀具路径时,系统会选择最快速的方式移动到下一个点。而在加工当前区域时,刀具会停留到当前切削深度上进行刀具路径连接,而不需要退回到安全区域再快速移动到下一个位置。
保持切削深度:当刀具停留在当前切削深度位置上时,如果有必要,刀具会绕开毛坯,用高速进给的方式移动到下一个位置。在切削深度上连接刀具路径,用户可设置一个微小的退刀距离,让刀具稍微抬起来一些,避免刀具在移动过程中刮伤零件底面。
简单的界面:EDGECAM可在后处理和零件编程过程中对波形线粗加工进行调整,并确保在操作界面中,只需要调整3处参数即可生成合适的波形线加工刀具路径。这可确保这种加工方式非常容易使用,并可内置到常规粗加工加工方法中使用。
大切深加工(高速加工) 相比常规粗加工,波形线粗加工通过恒定材料去除率的方式,极大的提高了粗加工的能力。除此之外,它也为高速加工,特别是高硬度材料加工开辟了一种新的加工方式。
波形线粗加工过程中,尽可能使更长的切削刃参与切削,使刀具磨损由更多的切削刃承担,而不是像常规粗加工那样一直用刀尖在切削。减少了刀具横向切削量,可确保切削负载保持恒定,且有利于排屑,这样大部分的切削热量都被切屑带走,进一步延长了刀具的使用寿命。
下面是一个加工硬质材料时的进给速率和切削深度的例子,分别列举了公制和英制的参数。
| 材料 | SS1650 碳素钢 | 6AL4V 钛合金 |
|---|---|---|
| 刀具 | 10 mm 立铣刀 | 1/2 inch 立铣刀 |
| 切削深度 | 20mm | 3/4 inch |
| 步距 | 10% | 10% |
| 进给速度 | 5700mm/min | 50 in/min |
| 主轴转速 | 9500 转 | 3128 转 |
获得更多的支持和资讯,请点击这里联系我们。