











 EDGECAM 线切割
EDGECAM 线切割
EDGECAM为用户提供了一套完整的线切割加工解决方案,可精确和高效的完成2轴到4轴线切割编程。高级功能模块可轻松应对带复杂锥度和形状的零件。
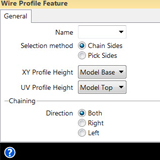
直观的用户操作界面
2轴和4轴编程模块为用户提供了诸多编程参数,如切割方向、自动补偿、引导圆弧开关、料头连接距离、引导距离、引导开关等,并且每个参数都有相应的配图来解释这个参数的含义。
多料头和料头移除
在EDGECAM线切割中能够选择多种不同的无人值守加工方式。如果机床配有自动穿线功能,那么意味着可以尽可能地采用无人值守加工。无人值守加工方式能够执行除落料以外的全部切割。许多策略均可用于零件。例如,在精修前完成所有粗割,并留下料头,然后再移除料头,并最终执行精修。或者,先完成所有粗割和精修,并留下料头,然后移除料头,并最后精修料头区域。
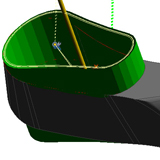
特征查找
特征探测器可自动识别实体模型中需要进行线切割加工的区域。不同的加工特征可仅通过一个工具按钮即可识别,加工特征可以是2D外形,也可以是3D轮廓。并且,如果实体模型发生更改,加工特征形状也会自动更新。
后处理库
EDGECAM广泛支持业界众多主流线切割设备,包括阿奇、夏米尔、兄弟、法拉克、日立、牧野、奥纳、沙迪克、西武、三菱等品牌。随着机床后处理提供的技术数据还包括阿奇的JOB/Script文件,和夏米尔的CMD文件。高级的后处理定制工具可轻松定制机床模型和NC代码结构,以满足不同设备的特殊需求。
自动切割策略
EDGECAM线切割可预先设置粗加工、精加工和料头去除的顺序,保存为自动切割的策略,实现车间常规的“白天有人值守”和“夜间无人值守”的需求。其他功能特点包括:
- 支持4轴“零位移”,包括消除小位移并产生可靠补偿
- 变锥的直角形、锥形半径和固定半径的转角模式
- 为主切割和料头移除分别提供单独的火花间隙
- 附加M代码包括“暂停/选择性暂停”, “电流 开/关”和“断线/穿线”
- 自动生成起始孔文件
- 增量切入点有助于消除精修零件上的“进刀痕”
- 自动进退刀技术实现渐进地增强和降低电流